Como primeira peça do curso profissional de Joalharia, fiz um anel oco. A diferença principal em relação ao anel anterior é que este tem um forro enquanto o outro tinha apenas as batas. Acho que acaba por ser mais confortável assim mas tem uma complexidade técnica adicional.
Começa-se, como sempre, de dentro para fora. Como o anel tem uma medida fixa, a peça que assenta sobre o dedo (neste caso o forro) é a que se faz primeiro. Fiz o forro com uma tira de chapa de 0,5 mm.

Em cima do forro assentam as batas, que são as paredes do anel. Fiz um fio quadrado de 2 mm que depois laminei até ficar com 1 mm de altura. Ao laminar, o fio esticou, transformando-se numa placa de 1×2,8 mm. Não é necessário trabalhar com uma bata tão larga mas não só dá mais estabilidade como dá jeito porque podemos limar à vontade para aperfeiçoar o anel sem correr o risco de ficar fina demais.
A bata é depois transformada num càrculo. Dobrar metal de forma a arredondar a parte mais larga não é tarefa fácil. Foi preciso agarrar com dois alicates e ir forçando, bocadinho a bocadinho, sempre com cuidado porque a tendência é para o metal querer dobrar pelo lado mais fino.
Quando consegui formar dois càrculos aproximadamente do tamanho certo, cortei-os ligeiramente mais pequenos do que o necessário – como ainda é preciso bater para formar um càrculo perfeito e limar o interior para retirar as marcas do arame, a dimensão tem de ser sensivelmente 1,5 mm mais pequena do que a medida do forro. Soldei as batas, formei os càrculos e depois limei-as de forma a ficarem mais grossas no topo e mais finas em baixo, para o anel ficar mais confortável.

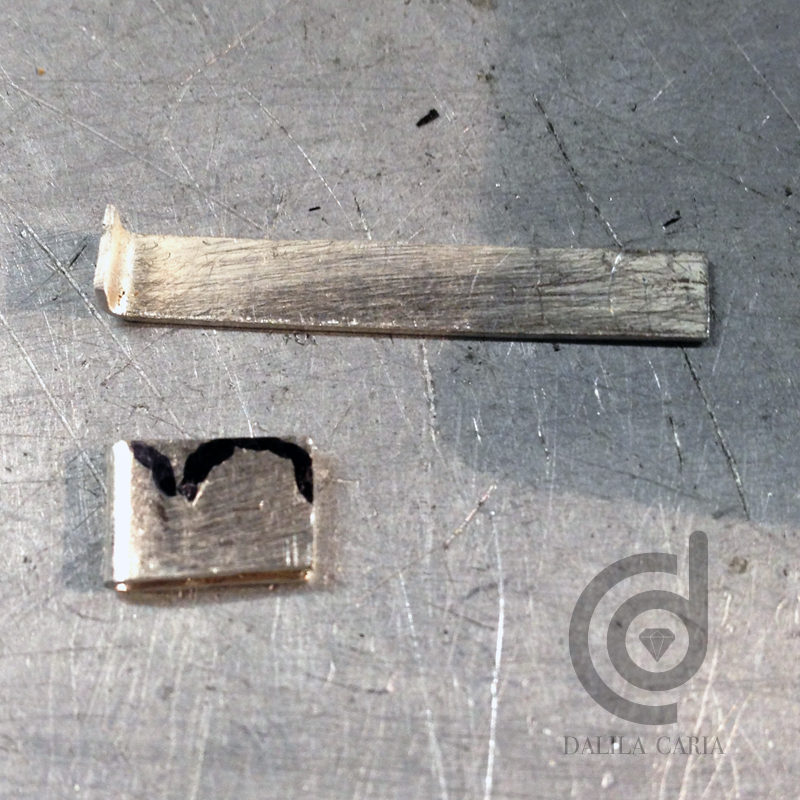
Com as batas terminadas, fiz um novo cilindro de chapa, desta vez para a cobertura do anel. É aqui que se define se o anel é todo da mesma largura ou se é mais fino em baixo e mais largo em cima. Também se pode arredondar esta chapa para dar volume extra. Optei por fazer o anel mais fino em baixo, novamente por uma questão de conforto, mas deixei a superfàcie plana.
As batas foram então soldadas à cobertura. Começa-se por “apontar”, que significa colocar apenas um ponto de solda para permitir ajustar a posição da bata na restante secção do anel. Só depois é que se solda o resto. Nesta fase convém abusar da quantidade de solda porque há tantas soldaduras futuras que se a solda não for suficiente, e mesmo que se protejam as soldaduras anteriores, vai deixar pequenos poros que ficam feios no final. Isso pode acontecer à mesma, se existir alguma sujidade presente nas partes a soldar.
Com ambas as batas soldadas à cobertura do anel, inseri o forro e marquei os limites. Dentro desses limites fiz um desenho formado por pequenos càrculos, que furei com brocas de diferentes tamanhos. É um pormenor decorativo mas também tem uma função prática. O forro necessita de ter sempre pelo menos um furo porque ao soldar cria-se pressão dentro do anel, que é oco, e este pode rebentar se não tiver um ponto de escape. Para ajudar a furar o forro prendi-o no punho de madeira, que ajuda a estabilizar sem deformar. Depois soldei o forro, serrei o metal em excesso e a base do anel estava concluàda. Um anel sem pedra ficaria por aqui, tirando a parte de limar e polir.

Para este anel faltava criar a cravação da pedra. A pedra escolhida foi uma ametista linda que a minha sogra me ofereceu no Natal do ano passado. Para a base, laminei fio de 2 mm até obter uma chapa com 2,80×0,65mm e formei uma oval que não se via ao espreitar por cima da pedra. Como a pedra era muito alta foi necessário recortar um pouco do anel para inserir a cravação porque ficaria com demasiado volume se ficasse toda de fora. Esta parte demorou muito tempo porque o encaixe tinha de ser rigoroso, por isso era preciso limar um bocadinho, experimentar e repetir o processo as vezes necessárias até as duas peças encaixarem perfeitamente. Soldei a cravação à base do anel e depois soldei duas “tampinhas” semi circulares na base da cravação, na zona que sai para fora da base do anel.

Cortei também uma oval no forro para a luz passar pela pedra. É algo que se faz sempre com pedras transparentes ou translúcidas. Por fim soldei as garras de chapa com 0,88×1,9mm, feitas a partir de fio de 1,5mm, duas a duas, formando um U por cima da cravação, o que ajuda a mantê-las no sítio durante a soldadura. Solda-se uma de cada vez e verifica-se a posição da seguinte antes de continuar.
Com as soldaduras principais terminadas, começou o trabalho de aperfeiçoar a superfàcie do anel. Foi preciso limar até desaparecerem todas as junções, restos de solda e arestas. Quando estava tudo limpo fiz um pequeno lingote de ouro que laminei primeiro em fio quadrado de 2,5mm e depois em chapa até ficar com 3,40×0,60mm. Soldei esta chapa centrada ao longo de toda a superfàcie do anel. Nas pontas ficou ligeiramente levantada e foi soldada em cima da base da cravação.
Acabei de limar e lixar e comecei o longo processo de polimento. A pior parte de polir prata é a maldita mancha cinzenta, a que os ingleses chamam firestain, e que se forma abaixo da superfàcie do metal durante a soldadura, graças à oxidação do cobre presente na liga. É preciso gastar o metal até a mancha desaparecer, utilizando o sabão de polimento castanho, e não é nada fácil, especialmente em recantos onde as escovas não chegam. Depois de horas e horas de volta dessa fase lá consegui eliminar cerca de 90% da mancha. As peças que vemos à venda nas joalharias têm muitas vezes um banho de prata para cobrir a mancha. Há outros métodos mais industriais para remover a mancha mas implicam ácidos e máquinas que não são acessàveis a um pequeno atelier.
Antes do polimento final foi preciso cravar a pedra. Para tal é preciso retirar um pouco do metal no interior das garras para que estas dobrem sem dificuldade sobre a pedra. Para a cabeça da garra assentar completamente é geralmente necessário inserir a serra entre a pedra e a garra e gastar o metal mais um pouco, seguindo a forma da pedra. Algures durante este processo devo ter-me entusiasmado um bocadinho demais porque uma das garras partiu. Provavelmente por serem em chapa e não em fio, como as que tinha feito anteriormente, devo ter retirado demasiado metal. Foi preciso retirar aquela e soldar uma nova. Não custou muito mas a maldita mancha cinzenta voltou a aparecer e tive de polir tudo de novo. Ficaram alguns pequenos poros aqui e ali que foram impossàveis de evitar mas quando o professor diz que estou a ser demasiado perfeccionista tenho de aceitar e deixar de obcecar por isso 🙂

Por fim lá terminei o anel e até fiquei satisfeita com o resultado. É muito volumoso, mas como a pedra era grande precisava de uma base com um aspecto sólido o suficiente para a sustentar.
English:
As my first piece for the jewellery professional course I made a hollow ring. The main difference to the previous ring is that this one has an inner tube while the other had only the walls. It’s a more comfortable ring this way but it has additional technical difficulties.
You begin, as always, from the inside out. Since the ring has a fixed size, the inner tube must fit the finger and so you start with that. I made the inner tube from 0,5 mm silver sheet metal.
The walls of the ring now have to fit snugly on top of the inner tube. I made a 2mm square wire and turned it into a 1×2,8mm strip by putting it through the rolling mill which flattens and stretches the wire. It’s not necessary to use such a thick wall but it adds stability and it’s also handy in the final stages because you can sand it freely without making it too thin.
The strip is then bent into a circle. Bending a metal strip along the thicker edge is a tricky business. I had to grab it with two pairs of pliers and force it along, bit by bit, always very careful not to let it bend the wrong way. When I finally managed to form two circles of approximately the right size, I cut them slightly smaller than the size I needed because I still had to hammer them into shape and that process will stretch the metal further. the inside will also need to be filled to remove any dents, which will also increase the inner diameter. So the size of the ring should be about 1,5mm smaller than the size of the inner tube.
When they were done, I soldered the circles shut, hammered them on a ring mandrel to make them perfectly round and filled them so that the underside would be thinner than the top, to make the ring more comfortable.
With the walls complete, I made a new silver tube, this one for the outer shell. At this stage you must decide if the ring is going to be all the same thickness, if it will be flat or rounded. I decided to make the ring thinner on the bottom and thicker on top, again for a matter of comfort, but I left the surface flat.
The walls were then soldered to the shell. I started by soldering only one point in the circle so I could adjust the rest of it to the correct position before soldering the whole thing. At this stage it’s advisable to use a great deal of solder because if you use too little you risk having gaps later on because even if you protect each previous joint during subsequent soldering, the solder still tends to move a little each time. Small pores may also show up on the solder joints if there’s any dirt present when soldering. Keeping the metal clean is extremely important.
With both walls soldered to the outer shell, I inserted the inner tube and marked a line around the edges where it will be later soldered and cut. I defined the inner perimeter this way. within that perimeter, I marked and drilled several round holes in a random pattern using drill bits of different sizes. It’s a decorative detail but it’s also a practical matter. Hollow rings need to have at least one opening because when you solder it shut, gases build up inside the ring and if there isn’t an exhaust hole, it will explode. To help drill the holes, I placed the tube in a wooden holder that stabilises the ring while drilling. I soldered the inner tube to the walls and cut away he excess metal. The ring base was concluded. A ring without a stone would be concluded at this point, apart from filing and polishing.
For this ring it was time to make the stone setting. The gemstone i selected was a beautiful amethyst my mother-in-law gave me for Christmas last year. For the base, I flattened some 2 mm wire on the rolling mill until I had a 2,80×0,65mm strip, and formed an oval shape that could not be seen when you looked down from the top of the stone. Since the stone was very high, I had to cut away some of the ring shell and walls to sink the setting into it. This part took the longest because it had to be a very tight fit so I had to file away some of the metal, test the fit and then repeat over and over again until it was done. I soldered the stone setting to the ring base and then soldered some half circles to the bottom of it, to cover the parts that protrude beyond the ring.
I also cut away an oval shape in the inner tube so that light could shine through the gemstone. It’s something that should always be done for transparent or translucent stones. Finally I soldered the claws onto the stone setting. The claws were made from a 0,88×1,9mm strip, formed by flattening 1,5mm wire. I formed a U shape which allowed me to stabilise the wire and solder the claws in pairs. I soldered the first one then checked the position of the other before soldering it as well.
With all the main soldering done, it was time to perfect the ring. This meant filing away joints, solder piles and edges. When the outer shell was clean I made a small gold nugget and rolled it first into 2,5 mm square wire and then flattened it into a 3,40×0,60mm strip. I soldered this strip to the centre of the shell, all around the ring. The ends lifted slightly and were soldered to the top of the stone setting, leaving a little gap on the sides.
Finally I finished filing and sanding the whole ring and began polishing. The worst part about polishing silver is removing firestain. Firestain is a grey stain that forms just beneath the surface of silver during soldering, due to the oxidisation of copper present in the metal. To remove it you have to also remove all the metal till bellow the stain, by using tripoli. It’s not easy to remove it on small corners where the brushes won’t reach. After spending hours on this stage, I finally managed to remove around 90% of the stain. The jewellery we see in stores is often electroplated to cover the stain with a fine film of silver. There are other industrial methods to remove firestain but they use acids and machines that are not affordable for a small studio.
Before the final polishing stage I had to set the stone. The claws need to be filled a little on the inside so the metal bends easily over the stone. For the tip of the claw to bend completely over the stone it’s usually necessary to insert the jeweller’s saw between the stone and the metal and remove a little more metal, following the contour of the stone. Somewhere along this process I must have gotten a little overenthusiastic and one of the claws broke. Because the claws were made from a strip of metal rather than the usual wire, I may have removed a little too much metal from that one. It was necessary to remove it and solder a new one in its place. It wasn’t hard but the damn firestain that I had already removed was back and I had to polish it all over again. A few small pores were also visible that hadn’t been there before but I have to take my teacher’s word for it when he tells me I’m being too much of a perfectionist and stop obsessing over it 🙂
I finally finished the ring and was quite pleased with the result. It’s a bit big but the stone was rather large so it needed a ring that looked solid enough to support it.